
Abschnitt 2.2 - 2.2 Schmelzen
Magnesiumschmelzen besitzen im Bereich der Gießtemperatur eine dem Wasser vergleichbare Viskosität und entzünden sich spontan bei Kontakt mit Luftsauerstoff. Technische Magnesiumlegierungen schmelzen bei Temperaturen im Bereich von etwa 420 °C bis 650 °C (Selbstentzündung ab ca. 400 °C, die meisten Legierungen schmelzen ab 530 °C).
Ohne Abdeckmittel oder Schutzgase entzündet sich die Schmelze an der Luft und brennt an der Oberfläche sofort unter starker Entwicklung weißen Rauchs und grellem weißen Lichts.
Der entstehende gesundheitsschädliche Rauch besteht aus Magnesiumoxid mit einer Partikelgröße < 10 µm. Dieser Rauch sollte nicht eingeatmet werden und fällt unter den Arbeitsplatzgrenzwert für die alveolengängige Staubfraktion (TRGS 900).
Ein Erkennungsmerkmal des Magnesiumbrands ist die gleißend helle und, aufgrund der Wärmestrahlung im Infrarot-Bereich, blendende Flamme. Darüber hinaus können UV-/IR- und sichtbare Strahlungsanteile in der Flamme auftreten. Durch ungeschütztes Hineinsehen kann es zu Schädigungen der Augen kommen (z. B. grauer Star). Ein Visier, zum Beispiel mit Goldbedampfung, sollte benutzt werden.
Beim Zusammentreffen von Schmelze mit Feuchtigkeit, Wasser oder auch Rost etc. läuft eine heftige Reaktion ab, durch die Schmelze verspritzt wird. Dadurch können Folgebrände entstehen, die Personen- oder Sachschäden bewirken. Deshalb muss unbedingt der Kontakt der Schmelze mit Wasser und Feuchtigkeit verhindert werden!
Die hohen Verbrennungstemperaturen des Magnesiums von bis zu 3000 °C haben bei Zutritt von Wasser eine Aufspaltung in Sauerstoff und Wasserstoff zur Folge (Thermolyse). Dies kann eine explosionsartig verlaufende Knallgasreaktion mit möglicherweise fatalen Auswirkungen nach sich ziehen.

Abb. 15 Abmasseln/Herstellung von Masseln
Tätigkeiten/Schutzmaßnahmen
Masseln einbringen
Beim Einbringen von Masseln muss jeglicher Feuchteeintrag verhindert werden. Die Masseln sind zur Vermeidung von anhaftender Feuchtigkeit zu trocknen, zum Beispiel durch Vorwärmstationen (Temperatur und Mindestzeit nach Herstellerangabe). Ein vorsichtiges Einbringen der Magnesiummasseln von Hand oder durch eine Schleuse in das Metallbad (z. B. durch Durchrutschschleuse, geeignete Körbe) schützt vor Beschädigung des Tiegels.
Begasen/Schutzgase
Beim Öffnen von Tiegelklappen und Einbringen von Masseln, Fühlern, Pumpen und Ähnlichem besteht immer die Gefahr des Eindringens von Luftsauerstoff und Feuchtigkeitsspuren in das System.
Um das zu verhindern, wird Schutzgas im Überdruck in Form einer Begasung aufgegeben. Jegliche Schmelzbadstörung und der damit verbundene Zutritt von Luft sollte so kurz wie möglich gehalten werden. Es entstehen dadurch oftmals Turbulenzen durch Konvektion, so dass Luft eindringen und das Schutzgas verdrängen kann.
An der Oberfläche der Schmelze oxidiert das Magnesium mit dem Sauerstoff der Luft zu Magnesiumoxid. Das Magnesiumoxid ist instabil (Sauerstoff diffundiert), hat ein kleineres Volumen als die Magnesiumschmelze und lässt somit die Schicht oberhalb der Schmelze immer wieder aufbrechen. Dementsprechend kann es zur Selbstentzündung auf der Oberfläche kommen. Damit das nicht passiert, wird ein Schutzgas auf die Oberfläche der Schmelze gegeben. Dafür kommen unterschiedliche Gase in Frage.
Derzeit verwendete Schutzgasatmosphären bestehen zum Beispiel aus folgenden Gasen:
R 134a oder SO2 (wenige Prozent) im Gemisch mit absolut trockener Luft oder reinem Stickstoff.
Abkrätzen/Tiegelreinigung
Verfahrensbedingt entsteht beim Schmelzen oder Warmhalten auch unter Schutzgas an der Badoberfläche von Magnesiumtiegeln durch Oxidation körnige Schlacke.

Abb. 16 Krätzebehälter aus Stahl ....

Abb. 17 ... mit dichtschließendem Deckel

Abb. 18 Behälter für Werkzeuge zum Abkrätzen, offen

Abb. 19 Behälter für Werkzeuge zum Abkrätzen, geschlossen
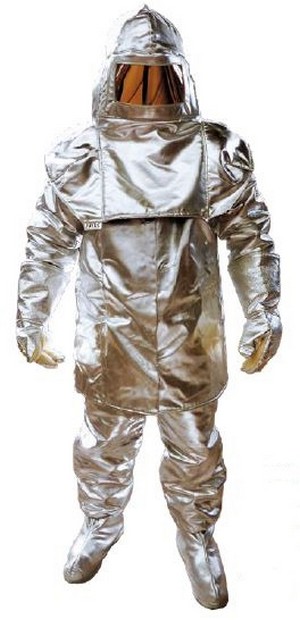
Abb. 20 Gießereibekleidung auf der Ofenbühne beim Abkrätzen (schwer entflammbare Silberkleidung, gegebenenfalls Atemschutz, goldbedampftes Visier)
Diese so genannte Krätze bildet eine heterogene Masse, die regelmäßig abgezogen werden muss (Abkrätzen).
Die bei der Entnahme der Krätze anhaftende Magnesiumschmelze entzündet sich an der Luft außerhalb des Tiegels sehr schnell unter Rauchentwicklung. Daher sollte sie, wie auch das Werkzeug, in einen absolut trockenen nicht brennbaren geeigneten Behälter (z. B. aus Stahl) mit dicht schließendem Deckel verbracht werden, in dem der Brand schnell zum Erlöschen kommt. Alternativ kann der Brand auch durch Abdecken mit speziellem Schmelzsalz gelöscht werden.
Die für die Tiegelreinigung verwendeten Werkzeuge sollten ebenfalls in geeigneten Gefäßen beziehungsweise sauber und trocken aufbewahrt werden, damit sich die daran anhaftenden Rückstände nicht entzünden.
Krätze aus nicht löslichen Oxiden der Legierungsbestandteile tritt in erster Linie an der Schmelzbadoberfläche auf, aber auch am Boden und an den Wänden des Tiegels. Sie muss ebenfalls regelmäßig entfernt beziehungsweise "gezogen" werden. In regelmäßigen Abständen müssen Krätze/Zunderablagerungen auch an Seitenwänden und am Boden der Tiegel beseitigt werden.
Das Entfernen von Krätze an der Oberfläche oder von Oxiden aus dem Tiegel darf nur unter folgenden Bedingungen durchgeführt werden.
Es wird geeignete Schutzkleidung getragen (z. B. schwerentflammbare "Silberkleidung", gegebenenfalls Atemschutz, goldbedampftes Visier). Siehe Abschnitt 3 "Persönliche Schutzausrüstung"
Es werden vorgewärmte, speziell für die Einsatzbedingungen geformte Werkzeuge verwendet. Die Werkzeuge müssen aus Vollmaterial bestehen, trocken und frei von Rost, Nickel und Verunreinigungen sein.
Es muss verhindert werden, dass beim Öffnen der Tiegelklappen eventuelle Anbackungen aus Oxiden des Abbrands in größeren Brocken in die Schmelze fallen (Gefahr der Thermitreaktion Mg/Fe2O3). Eine mögliche Schutzmaßnahme ist die regelmäßige Kontrolle und Reinigung.
Die Ablagerungen am Boden und an den Wänden des Tiegels (Unterschlacke) müssen in regelmäßigen Abständen entfernt werden, da in diesen Bereichen Überhitzungen entstehen und zu einem Tiegeldurchbruch führen können.
Pumpenziehen und Pumpenreinigung
Ein Brand durch Schmelzeanhaftungen kann auch beim Herausziehen von Metallpumpen, Rührmotoren oder Temperatursonden auftreten. Solche Brände können auch durch Abdecken mit dicken Lagen silikatfreier Mineralwolle auf Basis von Magnesium- und Calciumoxid erstickt werden. Sobald kein Sauerstoff mehr an einen solch überschaubaren Brand gelangt und das Magnesium erstarrt, erlöschen die Flammen.
Beim Herausziehen der Pumpe oder des Gießbehälters besteht die Gefahr der Entzündung des anhaftenden, zum Teil flüssigen, Magnesiums. Deshalb sollten die Bauteile zügig in einem bereitgestellten Stahlbehälter mit Deckel abgelegt werden.
Um die Flammen zu löschen, wird in der Praxis das Bauteil mit geeigneten Abdeck- /Löschmitteln (z. B. Keramikfaserwolle/trockener Sand/Hohlglasgranulat (Siliciumdioxid)) abgedeckt und der Deckel des Behälters geschlossen. Zusätzlich sollten bei diesen Tätigkeiten geeignete Löschmittel der Brandklasse D in ausreichender Menge vorhanden sein.
Schmelzofen/Tiegel
Bei der Verwendung von fluorhaltigen Schutzgasen hat sich eine Beschichtung der Innenseite des Tiegels auf Höhe des Flüssigkeitsspiegels mit nickelfreiem Chromstahl zur Steigerung der Korrosionsbeständigkeit als vorteilhaft erwiesen.
Ausmauerungen im Tiegelbereich müssen mit feuerfestem Material, das frei von Silikaten und Eisenoxid ist, ausgeführt sein, da Magnesiumschmelze mit diesen Oxiden reagieren kann. Die Ausmauerung/Auffangwanne sollte möglichst aus Stahl oder aus Material mit hohem Aluminiumoxid-Gehalt bestehen.
Eine möglichst gleichmäßige Temperatureinstellung und -überwachung mit mehreren Temperaturfühlern in den verschiedenen Abschnitten eines Tiegels zur Vermeidung von größeren Schwankungen ist erforderlich. Zusätzlich ist der Flüssigkeitsspiegel des Tiegels mit Füllstandssonden zu überwachen. Der Flüssigkeitsspiegel sollte konstant gehalten werden, damit vor allem der obere Randbereich des Ofentiegels nicht überbeansprucht wird.
Eine routinemäßige Überwachung der Tiegelwandstärke mit Ultraschall- oder anderen zerstörungsfreien Verfahren muss ebenso durchgeführt werden wie die visuelle Kontrolle der Wände auf Risse und Verformungen. Die Lebensdauer der Tiegel liegt je nach Qualität nach bisherigen Erfahrungen bei ca. 4-6 Jahren, was allerdings immer im Einzelfall zu prüfen ist. Bei einer Verringerung der Wandstärke ist auf die Angaben des Tiegel- bzw. Ofenherstellers zu achten. Generell sind regelmäßige Prüfungsintervalle vom Betreiber unter Berücksichtigung der Herstellerinformationen festzulegen.
Beim Einsatz von R134a als Schutzgas ist auf die Korrosionswirkung von zwangsläufig entstehender Flusssäure (HF) im Bereich des Metallspiegels auf den Tiegelrand zu achten. Eine regelmäßige Kontrolle der Wandstärke des Tiegels sowie dessen baulichen Zustands ist ebenfalls notwendig.
Eine mechanische Überbeanspruchung des Tiegels durch zu heftiges Einbringen der Masseln in die Mg-Schmelze sollte vermieden werden. Besser ist ein langsames Einbringen und Abschmelzen der Masseln.

Abb. 21 Druckgussanlage
Die Versorgung des Schmelzofens mit elektrischer Energie, Gas sowie Hydraulikflüssigkeit sollte außerhalb des Gefahrenbereichs separat abschaltbar sein. Im Notfall muss die Versorgung mit Schutzgas aufrechterhalten werden. Deswegen brauchen Gießzellen in der Regel eine eigene Notstromversorgung.
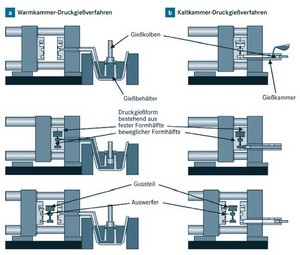
Abb. 22 Schematische Darstellung zum Ablauf des Druckgießverfahrens: (a) Warmkammer-Druckgießmaschine, (b) Kaltkammer-Druckgießmaschine