
Abschnitt 11 - 11 Urformen
Extrudieren
Beim Extrudieren wird der geschmolzene Kunststoff durch Düsen gepresst. Mit ringförmigen Düsen entstehen Rohre oder Profile. Fertigprodukte entstehen zudem, wie z. B. bei der Herstellung von einem Elektrokabel, wenn durch die Mitte der Düse kontinuierlich ein Draht zugeführt wird. Fensterprofile mit unterschiedlichen Hohlräumen lassen sich in einem einzigen Arbeitsgang herstellen. Aus schlitzförmigen Düsen werden Platten extrudiert (Abb. 22).
Spritzgießen
Beim Spritzgießen werden vielfältige Kunststoffformteile hergestellt, die in allen Branchen und Lebensbereiche Anwendungen haben. Die Spritzgießmaschine besteht aus einer Spritzeinheit (Extruder mit hin- und her beweglicher Schnecke), die die Kunststoffschmelze durch die Vorwärtsbewegung der Schnecke in das Werkzeug (Form) spritzt, und einer Schließeinheit. Letztere öffnet und schließt das Werkzeug, in dessen Hohlraum der plastische Kunststoff eingespritzt wird. Während die Schnecke zurückfährt, öffnet sich das Werkzeug und das Formteil wird entnommen (Abb. 23).
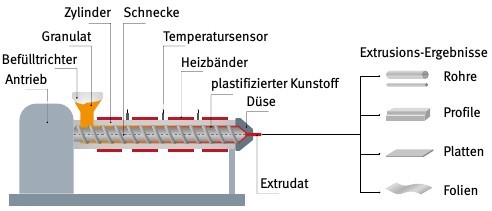
Abb. 22
Schematische Darstellung eines Extruder
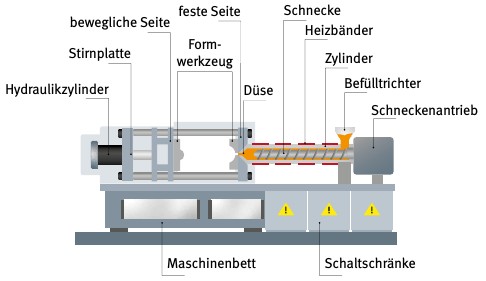
Abb. 23
Schematische Darstellung einer Spritzgießmaschine
3D-Druck
Es gibt verschiedene Verfahren und Werkstoffe, die beim 3D-Druck zum Einsatz kommen, um Werkstücke zu formen. Allen Verfahren ist gleich, dass die entstehenden Werkstücke Schicht für Schicht aufgebaut werden. Dies geschieht z. B. mit dem Lasersinterverfahren oder einer beheizten Düse in denen Kunststoffe, wie z. B. PLA*, ABS, Polyamid (PA) oder Polycarbonat (PC) geschmolzen werden, und so das Werkstück entstehen lassen. Die Grundlage für das Werkstück bildet eine 3D-CAD Konstruktion, welche in den Drucker per Schnittstelle oder Datenträger übermittelt werden muss.
Aufgrund der Vielzahl verfügbarer Geräte und Bausätze sollen nur 3D-Drucker namhafter Hersteller und vertrauenswürdiger Händler verwendet werden (Abb. 24). Der Drucker muss eine CE-Kennzeichnung haben und mit einer deutschen Betriebsanleitung ausgestattet sein. Deshalb sind neben möglichen Gefahrstoffemissionen durch das Auf-schmelzen der verwendeten Materialien und thermischen Gefährdungen beim Betrieb der Geräte auch Aspekte der elektrischen Sicherheit relevant. Wegen der zum Teil verfahrensbedingt langen Druckzeiten werden 3D-Drucker häufig nicht unter ständiger Aufsicht betrieben. Trotzdem muss der Brandschutz gewährleistet sein. Die RiSU, Teil I - 4.7 "3D - Druck" beschreibt Maßnahmen, die beim Einsatz handelsüblicher Tischgeräte zum 3D-Druck durchzuführen sind:

Abb. 24
Nutzung von 3D-Druckern in Schulen
Die Bedienungsanleitung des Herstellungsunternehmens ist zu beachten.
Es ist auf ausreichende Belüftung des Arbeitsraums zu achten.
3D-Drucker sind (möglichst) in einem separaten Raum aufstellen.
Das eingesetzte Ausgangsmaterial (zum Beispiel Filamente [= Kunststofffäden]) soll nur von vertrauenswürdigen Lieferanten bezogen werden.
Bei der Verarbeitung im 3D-Drucker muss die jeweils zulässige maximale Erhitzungstemperatur der eingesetzten Werkstoffe beachtet werden.
3D-Drucker erzeugen im Betrieb hohe Temperaturen und verfügen über heiße, bewegliche Komponenten, die zu Verletzungen führen können. Bei nicht vollständig geschlossen Geräten darf während des Betriebes nicht in den Herstellungsraum gegriffen werden.
Nach dem Betrieb muss einige Minuten lang gewartet werden, bis sich das Werkstück abgekühlt hat.
Weitere Hinweise gibt die DGUV Information 202-103 "3D-Tischdrucker in Schulen".
Brandschutz
Werden 3D-Drucker nicht unter ständiger Aufsicht betrieben und wird im Rahmen der Gefährdungsbeurteilung eine erhöhte Brandgefährdung festgestellt, muss eine Brandmeldeanlage im Raum installiert werden (vergleiche Technische Regeln für Arbeitsstätten, ASR A2.2 Kapitel 6, Tabelle 4, Ziffer 2). Der Drucker sollte zudem auf einer feuerfesten Unterlage stehen. Des Weiteren sollten keine brennbaren Gegenstände, wie beispielsweise Notizzettel oder Vorhänge, in unmittelbarer Nähe sein. Dies gilt besonders, wenn der Drucker unbeaufsichtigt (z. B. über Nacht) in Betrieb ist. Bei der Auswahl der Werkstoffe sind nur gering entflammbare Materialien auszuwählen (z. B. PLA-Filament 12). Fehlermeldungen des Druckers (z. B. Temperatursensoren der Düse oder Heizplatte) sollen aktiviert bleiben. Es ist zudem erforderlich, geeignete Feuerlöscheinrichtungen bereitzustellen. Sie sind so zu platzieren, dass sie schnell zum Einsatz gebracht werden können. Für die Erhöhung der Haftung des zu erstellenden Kunststoffteiles der Materialien im Druckbett werden u. a. Kleber, und Haarspray verwendet, um ein Verrutschen zu verhindern. Zu beachten ist dabei, dass entzündbare Haftvermittler (z. B. Haarspray) nur bei erkaltetem Druck aufgesprüht oder aufgebracht werden dürfen oder die Trägerplatte (Glasplatte) muss entnommen werden. Der Drucker ist auf einer feuerfesten Unterlage aufzustellen. Zudem dürfen keine leicht entzündbaren Materialien (z. B. Klebstoff, Kunststoffe, Ethanol oder Papier) in der Nähe des Druckers aufbewahrt werden.
Verschäumen von PU-Harzen
Polyurethanharze können zusammen mit Treibmitteln Schäume bilden. Die Schäume können je nach Harztyp und Beimengungen elastisch oder hart, geschlossen- oder offenporig sein. Industriell werden solche Schäume oft unter Druck in geschlossene Formen gespritzt (Integralschaum) oder z. B. zu Isolierungszwecken (Schalldämmung, Kälteisolierung, Verpackung) verwendet.
Im Unterricht können Schäume in offenen Formen zu Zwecken der Demonstration handverschäumt werden. Hier lässt sich die Ausdehnung des Kunststoffs, die das 60-fache des Ausgangsmaterials erreichen kann, eindrucksvoll beobachten. In der Literatur/Linkliste "Unterrichtsmaterialien" sind dazu unter dem Link "BG RCI - Demo-Experimente" Videos aufgeführt.
PU Schaum ist im gehärteten Zustand gut schneidbar. Dazu sollte ein Sicherheitsmesser verwendet werden (Abb. 25).
Abb. 25
Sicherheitsmesser
Die RiSU, Teil II - 2.6.5 gibt zu Polyurethankunststoffen folgende Hinweise:
Vorrangig Montageschaum aus Druckgaskartuschen verwenden.
Polyurethanschäume, die mehr als 1 % Methylendiphenyldiisocyanat enthalten, können vermutlich Krebs verursachen (H351). Im Handel gibt es Produkte, die weniger als 1 % davon enthalten. Sie sind häufig mit dem Hinweis "0 % Isocyanat" deklariert. Diese sind zu bevorzugen.
Gefahr von allergischen Reaktionen beachten, Hautkontakt vermeiden.
Bei Arbeiten mit PU-Harzen Schutzbrille und Schutzhandschuhe tragen.
Die Verarbeitung soll in gut gelüfteten Räumen stattfinden.
Essen, Trinken und offene Flammen und Zündquellen sowie das Rauchen ist im Arbeitsraum nicht erlaubt.
Die Gefahrstoffverordnung fordert vor Tätigkeiten mit Gefahrstoffen eine Prüfung, ob Stoffe bzw. Gemische mit einer geringeren Gefährdung verfügbar sind und eingesetzt werden können. Ist der Ersatz eines Stoffes oder eines Gemisches technisch möglich und führt dieser Ersatz zu einer insgesamt geringeren Gefährdung, muss die Substitution vorgenommen werden. So sind z. B. PU10 PU-Systeme (Abb. 26), die lösemittelfrei sind, günstiger zu bewerten als PU60 PU-Systeme, die gesundheitsschädlich und sensibilisierend sind.

Abb. 26
PU Schaum
PLA steht für Polylactid Acid (umgangssprachlich: Polymilchsäuren). Aus ihnen wird Kunststoff gefertigt, der aus nachwachsenden und natürlichen Rohstoffen gewonnen wird (z. B. Maisstärke) - Biokunststoff. PLA ist biologisch abbaubar und hat eine Hitzebeständigkeit von bis zu 40 Grad Celsius.