
Abschnitt 4.2 - 4.2 Universal-Spanerlinie
4.2.1 Fertigungsablauf
Bei Universal-Spanerlinien sind Spaner und Sägemaschine nur einmal vorhanden (kompakte Bauweise). Der Stamm durchläuft die Maschinen dabei mehrfach (Modelrücklauf ). Das Einschnittbild kann sehr flexibel verändert werden. Je nach der Art der Sägemaschinen werden diese Anlagen zum Beispiel auch als "Reduzierkreissägen mit Rundlauf" bezeichnet.
Die Anlagen sind ausgelegt zum Bearbeiten von Sägeblöcken bis 70 cm Durchmesser und dienen hauptsächlich zur Herstellung von Bauholz.
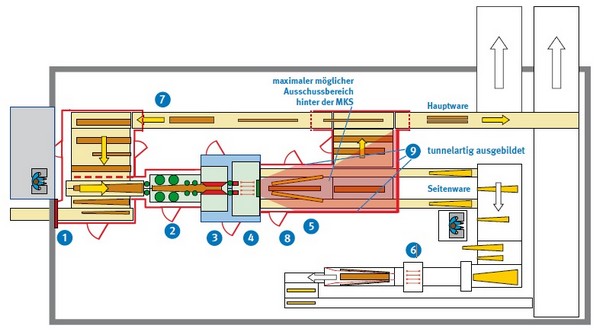
Abb. 9
Layout "Universal-Spanerlinie" mit Gleichlaufsägen; Ausschussbereich gesichert mit seitlich fangenden Schutzeinrichtungen (Leitelemente) und Prallwand; Schutzkonzept für Kapp- und Besäumlinie siehe DGUV Information 209-038 "Seitenwarenbearbeitung in Sägewerken"
 | Vermessung |
|---|---|
 | Einzugs- und Zentriereinrichtung |
 | Parallelzerspaner |
 | Profilfräser und Mehrblattkreissäge (MKS) mit Gleichlaufsägen |
 | Seitenwarenabscheider mit Spiralrollengang |
 | Kapp- und Besäumlinie zur Seitenwarenbearbeitung |
 | Modelrücklauf |
 | Tür einer Messstation mit entsprechender Schaltung |
 | Prallwand/Leitbleche - tunnelartig ausgeführt |
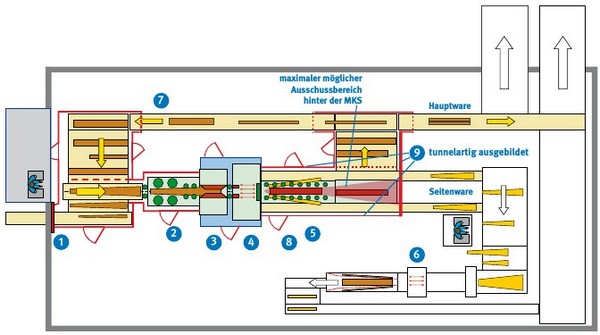
Abb. 10
Layout "Universal-Spanerlinie" mit Gleichlaufsägen; Ausschussbereich eingeengt durch "tunnelartig" ausgeführten Seitenwarenabscheider und durch fangende Schutzeinrichtungen (tunnelartiger Kanal mit Prallwand); Schutzkonzept für Kapp- und Besäumlinie siehe DGUV Information 209-038 "Seitenwarenbearbeitung in Sägewerken"
| Vermessung |
|---|---|
| Einzugs- und Zentriereinrichtung |
| Parallelzerspaner |
| Profilfräser und Mehrblattkreissäge (MKS) mit Gleichlaufsägen |
| Seitenwarenabscheider mit Druckrollenportal |
| Kapp- und Besäumlinie zur Seitenwarenbearbeitung |
| Modelrücklauf |
| Tür einer Messstation mit entsprechender Schaltung |
| Prallwand/Leitbleche tunnelartig ausgeführt |
4.2.2 Sicherheitstechnisches Grundkonzept
Gefahrbereichssicherung: Umzäunung mit elektrisch verriegelten Zugangstüren und, falls erforderlich, mit Zuhaltung
gebremste Werkzeugaggregate für geringe Zuhaltungszeiten
Leit- und Fangeinrichtungen als Schutz gegen herausgeschleuderte Werkstücke und Werkstückteile
Zum Beseitigen von Störungen, aufgrund ungünstiger Sägeblockkonturen (Sägeblock mit starker Krümmung), zum Beseitigen von Spaltrissen oder fehlerhaft belegter Sensoren ist es notwendig, in die Anlagen einzusteigen. Da Einzelgefahrstellensicherungen in den meisten Fällen nicht möglich sind, kommen in der Regel nur Umzäunungen mit elektrisch verriegelten Zugangstüren mit Zuhaltung in Betracht (siehe Abschnitt 3.3 "Gefahrbereichssicherung"). Um die Verfügbarkeit der Anlagen nicht unzumutbar einzuschränken, ist bei der Planung des Sicherungskonzepts die Störungsbeseitigung zu berücksichtigen. Ist zum Beispiel der gesamte Anlagenbereich in mehrere Gefahr- oder Abschaltbereiche unterteilt worden, wird beim Betreten eines einzelnen Gefahrbereichs nicht die gesamte Anlage abgeschaltet.
Verschiedene Kriterien spielen bei der Unterteilung der Anlage in einzelne Gefahrbereiche eine wichtige Rolle. Es ist zum Beispiel wichtig herauszufinden, an welcher Stelle der Anlage aus Maschinen herausgeschleuderte Werkstücke abgefangen werden können. Aus dem Einzugsbereich der Mehrblattkreissägemaschine zurückfliegende Werkstücke oder Werkstückteile können durch Einzugs- und Zentriereinrichtungen abgefangen werden, die sich unmittelbar hinter dem Werkstück schließen (siehe Abb. 9).
Gegen das Herausschleudern von Werkstücken wirken zum Beispiel Ein- und Auszugssysteme, deren Walzenöffnungen vor der Zutrittsfreigabe in einem entsprechenden Sicherheitsbereich geschlossen worden sind. Die Walzenpaare sind geschlossen (max. 2 mm Öffnungsweite, Ausschussöffnung komplett verdeckt) und die Positionen werden seitengerichtet überwacht. Die Walzenpaare müssen gegen das Öffnen verriegelt werden, bis die Aufhebung der Sicherung wieder freigegeben wird. Alternativ zu der in Abb. 9 gezeigten Maßnahme können Werkstückrückschläge durch eine einschwenkbare Rückschlagklappe abgefangen werden (siehe Abb. 13). Eine Kombination beider Maßnahmen ist ebenfalls möglich.
Darüber hinaus müssen sichere Zugänge (Treppen, Laufstege, Überstiege) für Störungsbeseitigungen und Instandhaltungsarbeiten geschaffen werden. Um die Stillstandszeiten bei der Maßkontrolle gering zu halten, hat sich, nach den Erfahrungen der BGHM, neben dem Automatikbetrieb in der Praxis die Betriebsart "Messschaltung" als notwendig erwiesen (siehe Abschnitt 4.4.3 "Messschaltung").
Technisch sind in modernen Anlagen bereits akzeptable Stillsetzungszeiten von unter 20 Sekunden möglich, sodass zum Beispiel für die routinemäßige Maßkontrolle eine sichere Abschaltung der Anlage als Sicherheitsmaßnahme infrage kommt. Damit entfällt der Aufwand für die Konstruktion der Messstation mit entsprechender Schaltung.
Die Verfügbarkeit der Anlage wird im Winter durch das Anfrieren der erzeugten Seitenbretter am Sägeblock beeinträchtigt. Vermeiden Sie die Form der Störung durch konstruktive Maßnahmen, wie durch den Einbau einer "Klopfeinrichtung" im Seitenwarenabscheider.
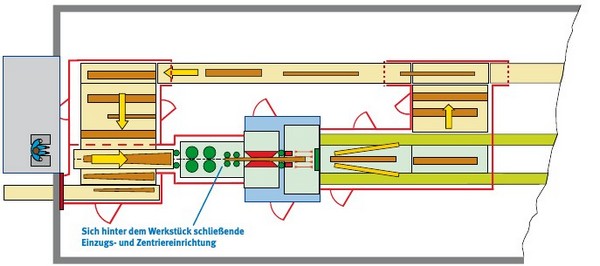
Abb. 11
Geschlossene Einzugs- und Zentriereinrichtung als Rückschlagsicherung

Abb. 12
Zentriereinrichtung mit jeweils seitengerichteter Überwachung - ob Schließung nach Durchlauf des Werkstücks erfolgt ist

| Rückschlagsicherung (Rückschlagklappe) |
|---|---|
| Säge-/Fräsaggregat |
Abb. 13
Eingeschwenkte Rückschlagsicherung vor der Einzugs- und Zentriereinrichtung des Säge-Fräsaggregats als Rückschlagsicherung