
Abschnitt 3 - Universal-Spanerlinie
Fertigungsablauf
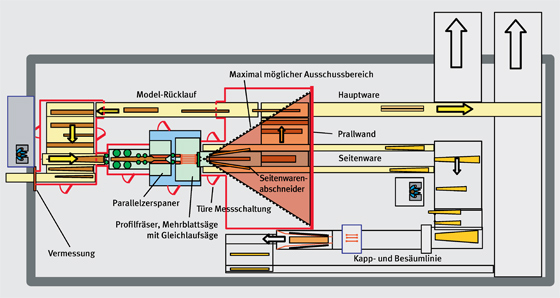
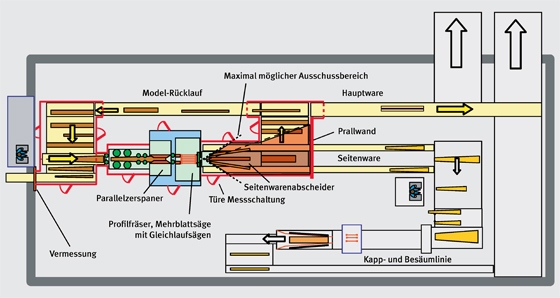
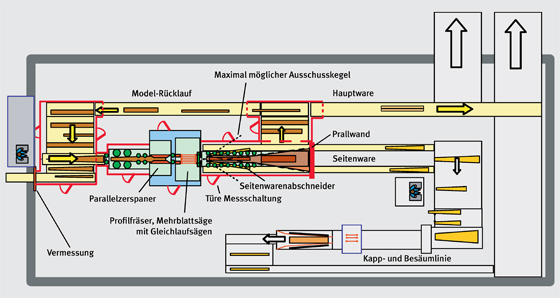
Bei Universal-Spanerlinien sind Spaner und Sägemaschine nur einmal vorhanden (kompakte Bauweise). Der Stamm durchläuft dabei diese Maschinen mehrfach (Modelrücklauf). Das Einschnittbild kann sehr flexibel verändert werden.
Die Anlagen sind ausgelegt zum Bearbeiten von Sägeblöcken bis 70 cm Durchmesser und dienen hauptsächlich zur Herstellung von Bauholz.
Lärmeinwirkung
Lärmemissionswerte von Einzelmaschinen sind derzeit nicht verfügbar. Deshalb wurden für typische Tätigkeiten in Universal-Spanerlinien personenbezogene Messwerte erhoben:
| Maschinenführer in Steuerkabine - Aufenthalt nur in Steuerkabine | 74 dB(A) |
|---|---|
| Maschinenführer in Steuerkabine - mit Entstörtätigkeit | 88 dB(A) |
Schutzkonzept für Kapp- und Besäumlinie siehe BGI 730-5 "Seitenwarenbearbeitung in Sägewerken".
Sicherheitstechnisches Grundkonzept
Gefahrbereichssicherung: Umzäunung mit elektrisch verriegelten Zugangstüren und, falls erforderlich, mit Zuhaltung
gebremste Werkzeugaggregate für geringe Zuhaltungszeiten
Leit- und Fangeinrichtungen als Schutz gegen herausgeschleuderte Werkstücke und Werkstückteile
Zum Beseitigen von Störungen aufgrund ungünstiger Sägeblockkonturen (Sägeblock mit starker Krümmung), von Spaltrissen oder fehlerhaft belegter Sensoren muss in die Anlagen eingestiegen werden. Da Einzelgefahrstellensicherungen in den meisten Fällen nicht möglich sind, kommen in der Regel nur Umzäunungen mit elektrisch verriegelten Zugangstüren mit Zuhaltung in Betracht.
Um die Verfügbarkeit der Anlagen nicht unzumutbar einzuschränken, ist bei der Planung des Sicherungskonzeptes die Störungsbeseitigung zu berücksichtigen. Beispielsweise kann der gesamte Anlagenbereich in mehrere Gefahr- bzw. Abschaltbereiche unterteilt werden. Dadurch wird beim Betreten eines einzelnen Gefahrbereiches nicht die gesamte Anlage abgeschaltet.
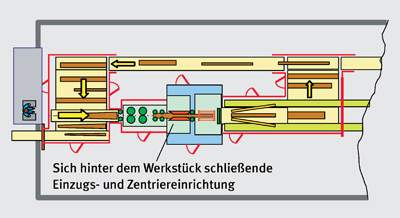
Die Unterteilung der Anlage in einzelne Gefahrbereiche wird dadurch bestimmt, an welcher Stelle der Anlage aus Maschinen herausgeschleuderte Werkstücke abgefangen werden können. Aus dem Einzugsbereich der Mehrblattkreissägemaschine zurückfliegende Werkstücke oder Werkstückteile können durch Einzugs- und Zentriereinrichtungen abgefangen werden, die sich unmittelbar hinter dem Werkstück schließen (siehe Bild 4).
Darüber hinaus sind sichere Zugänge (Treppen, Laufstege, Überstiege) für Störungsbeseitigungen und Instandhaltungsarbeiten zu schaffen.
Alternativ zu der in Bild 4 gezeigten Maßnahme können Werkstückrückschläge durch eine einschwenkbare Rückschlagklappe abgefangen werden (siehe Bild 5).
Um die Stillstandszeiten bei der Maßkontrolle möglichst gering zu halten, hat sich nach den Erfahrungen der BGHM neben dem Automatikbetrieb in der Praxis die Betriebsart "Messschaltung" als notwendig erwiesen (siehe Seite 20, Abschnitt Messschaltung).
Die Verfügbarkeit der Anlage wird im Winter durch das Anfrieren der erzeugten Seitenbretter am Sägeblock beeinträchtigt. Diese Störung muss durch konstruktive Maßnahmen, z. B. Einbau einer "Klopfeinrichtung" im Seitenwarenabscheider, vermieden werden.sich unmittelbar hinter dem Werkstück schließen (siehe Bild 4).
Darüber hinaus sind sichere Zugänge (Treppen, Laufstege, Überstiege) für Störungsbeseitigungen und Instandhaltungsarbeiten zu schaffen.
Alternativ zu der in Bild 4 gezeigten Maßnahme können Werkstückrückschläge durch eine einschwenkbare Rückschlagklappe abgefangen werden (siehe Bild 5).

| 1. | Rückschlagsicherung (Rückschlagklappe) |
|---|---|
| 2. | Säge-/Fräsaggregat |
Um die Stillstandszeiten bei der Maßkontrolle möglichst gering zu halten, hat sich nach den Erfahrungen der Holz-Berufsgenossenschaft neben dem Automatikbetrieb in der Praxis die Betriebsart "Messschaltung" als notwendig erwiesen (siehe Abschnitt Messschaltung).
Die Verfügbarkeit der Anlage wird im Winter durch das Anfrieren der erzeugten Seitenbretter am Sägeblock beeinträchtigt. Diese Störung muss durch konstruktive Maßnahmen, z. B. Einbau einer "Klopfeinrichtung" im Seitenwarenabscheider, vermieden werden.