
Abschnitt 6.6 - 6.6 Wasserstrahl-Schneidanlagen
Wasserstrahl-Schneidanlagen ermöglichen eine Blechbearbeitung ohne die bekannten Gefährdungen der thermischen Trennverfahren (abgesehen vom Lärm). Nachteilig wirken sich die notwendige Wasseraufbereitung und die für manche Materialien ungeeignete Feuchtigkeit aus.
Wasser wird in einer Pumpe auf einen Druck bis 4.000 bar, teilweise auch höher, gebracht und über eine Düse als Wasserstrahl auf die Blechoberfläche geleitet. Es gibt zwei Verfahrensvarianten, das "Reinwasserstrahlschneiden" und das "Wasserabrasivstrahlschneiden". Da das Reinwasserstrahlschneiden für harte Metalle ungeeignet ist, wird in der Regel das Abrasiv-Strahlschneiden verwendet. Beim Wasserabrasivstrahlschneiden wird dem Wasserstrahl eine genau dosierte Menge Abrasivmittel, häufig Granatsand, zugegeben, das mit dem Wasserstrahl auf eine hohe Geschwindigkeit beschleunigt wird (siehe Abbildungen 35 und 36).
Die hohe kinetische Energie der einzelnen Partikel der Abrasivmittel bewirkt eine Mikrozerspanung, die auch eine Bearbeitung harter Werkstoffe bis zu einer Dicke von mehreren Zentimetern ermöglicht.
Die Schnittkanten werden durch das Schneidverfahren weniger erwärmt und sind gratfrei. Schnittverletzungen und Verbrennungen werden dadurch vermieden.
Neben Verletzungen durch Kontakt mit dem Hochdruckstrahl treten Unfälle auch beim Be- und Entladen des Maschinentischs sowie beim Rüsten mit Hilfsmitteln auf. Meist handelt es sich um Schnitt- und Quetschverletzungen von Händen und Fingern.
Um Verletzungen durch Kontakt mit dem Hochdruckstrahl und dessen Reflexionen auszuschließen, sind die Schneiddüsen mit Verkleidung versehen (trennende Schutzeinrichtung).
Durch Undichtigkeiten an den Hochdruckkomponenten können feine Hochdruckstrahlen austreten, die zu Gefährdungen der Beschäftigten führen. Halten Sie Wartungsintervalle ein und legen Sie druckführende Bauteile, Rohre und Schläuche entsprechend der Lebensdauerangaben der Herstellbetriebe ab. Nutzen Sie nur für die verwendeten Drucke zugelassene Teile.
Um Undichtigkeiten an den Komponenten der Anlagen zu erkennen, sollte arbeitstäglich vor der Inbetriebnahme eine Leckage-Prüfung nach Angabe des Herstellbetriebs durchgeführt werden. Bei Arbeiten an Hochdruckkomponenten ist die Hochdruckpumpe immer abzuschalten und das gesamte System drucklos zu machen.
Um Blechtafeln sicher auf dem Maschinentisch positionieren zu können, sollten nach Möglichkeit Hebehilfen benutzt werden, da bei der Verwendung von Unterleghölzern besonders beim Entfernen erhöhte Quetschgefahr besteht.
An den Anlagen treten regelmäßig Lärmpegel von > 90 dB(A) auf. Entsprechende Maßnahmen gemäß Abschnitt 9 sind zu treffen. Bei gekapselten Anlagen ist die Lärmemission niedriger.
Durch Abrasivstoffe, Kühlschmierstoff- und Ölreste bestehen Gefahren für die Haut.
Bei Granatsanden als Abrasivmittel handelt es sich meist um natürliche Mineralgemische. Sie können radioaktive Elemente enthalten. Lassen Sie sich vom Herstell-/Lieferbetrieb bestätigen, dass das gelieferte Material frei von radioaktiver Strahlung ist, oder prüfen Sie das in einer Eingangskontrolle selbst oder lassen Sie eine Probe in einem Labor untersuchen.
Beim Schneiden von Aluminium- und Titanblechen kann es durch Reaktion der feinen, beim Schneidprozess freigesetzten Metallspäne mit dem Wasser des Wasserbads oder im sedimentierten Schlamm auch noch nach Tagen zu Reaktionen mit Wasserstoff-Freisetzung kommen. Das kann - vor allem, wenn die Wasserstrahlanlage mit großen Teilen bestückt ist - durch die oberflächliche Abdeckung zu gefährlichen Wasserstoffansammlungen führen.
| Sorgen Sie für ausreichenden Luftwechsel; Zündquellen sind von der Anlage fernzuhalten. Bei häufigem Schneiden von Aluminium oder Titan sollte der Schlamm (Sediment) in kurzen Zeitabständen aus der Strahlanlage entfernt und sicher entsorgt werden. |
|---|
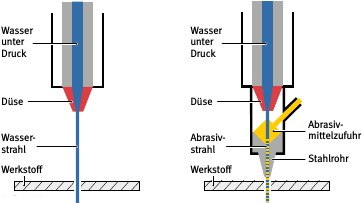
Abb. 35
Rein-Wasserstrahlschneiden und Abrasiv-Wasserstrahlschneiden

Abb. 36
Wasserstrahlschneiden