
Abschnitt 13.3 - 13.3 Prüfanordnung - Funktions- und Belastungsprüfung
Für die erforderlichen Funktions- und Belastungsprüfungen sollen die vom Hersteller der hydraulischen Rettungsgeräte empfohlenen Mess- und Prüfgeräte bzw. -einrichtungen, Werkzeuge und Prüfkörper verwendet werden.
13.3.1
Pumpe ohne Geräte
allgemeine Dichtheit bei Arbeitsdruckbelastung
Achtung: Nicht durchführen, wenn kein Ablassventil vorhanden ist.
Gefahr: Das Aggregat bleibt unter Druck.
Ansprechen der Überdrucksicherung in der Pumpe
Druckbegrenzungsventil muss spätestens bei 110 % des Nenndrucks öffnen
13.3.2
Sicherheitseinrichtungen an/in Arbeitsgeräten
Ansprechen der Überdrucksicherung (Prüfung nach Herstellerangaben)
13.3.3
Spreizer mit angeschlossener Motorpumpe bzw. angeschlossenem Akku oder Netzteil
Pumpe
Fördermenge mit Hilfe der Öffnungs- und Schließzeiten nach Herstellerangaben
| Für hydraulische Rettungsgeräte nach DIN EN 13204 sind keine maximalen Öffnungs- bzw. Schließzeiten festgelegt. Die minimale Öffnungs- bzw. Schließzeit darf nicht geringer als 2 s sein! |
|---|
Spreizer
Zugkraftprüfung
Kraftmesseinrichtung mit den Spreizerarmen/-spitzen an den Messpunkten verbinden und darauf achten, dass ein Abgleiten der Kraftmesseinrichtung nicht möglich ist. Spreizer mit Arbeitsdruck beaufschlagen. Die Zugkraft muss mindestens 90 % der angegebenen Nennzugkraft betragen. Werden 90 % nicht erreicht, ist eine Überprüfung z. B. durch den Hersteller erforderlich.
Spreizkraftprüfung
Je nach Ausführung entweder Spreizerspitzen oder -arme in Kraftmesseinrichtung einführen. Darauf achten, dass die Kraftmesseinrichtung nicht abgleitet. Die Spreizkraft muss mindestens 90 % der angegebenen Nennspreizkraft betragen. Werden 90 % nicht erreicht, ist eine Überprüfung z. B. durch den Hersteller erforderlich.
Feststellen der Inneren Reibung
Bei laufender Pumpe und Stellteil in Nullstellung Druck messen. Dieser Druck wird mit P1 bezeichnet. Spreizer öffnen. Den bei der Bewegung in Hauptarbeitsrichtung (öffnen) auftretenden Druck messen. Der hierbei angezeigte Druck wird mit P2 bezeichnet. Achtung: Nicht gegen innere Anschläge des Gerätes fahren! (Zerstörungsgefahr der Druckmesseinrichtung) Die Druckdifferenz ΔP = P2 - P1 darf 10 % des angegebenen Nenndrucks PN nicht überschreiten. Ist ΔP größer als 10 % des Nenndrucks, ist eine Überprüfung z. B. durch den Hersteller erforderlich.
Anmerkung: Mögliche Abweichungen von dieser Prüfung werden vom Hersteller in der Bedienungs- bzw. Gebrauchsanleitung angegeben.
Feststellen einer Lageänderung beim Wiederanfahren unter Last
Beim Wiederanfahren unter Last darf sowohl beim Öffnen als auch beim Schließen keine gegenläufige Bewegung auftreten.
Beim Wiederanfahren in gleicher Belastungsrichtung darf an der Kraftmesseinrichtung kein Kraftabfall feststellbar sein.
Wirksamkeit der Stellteile der Steuereinrichtung (Totmannschaltung)
Beim Loslassen der Stellteile der Steuereinrichtung müssen die Arme sofort in der bestehenden Lage verbleiben. Dabei muss das Stellteil, das die Bewegungsrichtung vorgibt, selbsttätig in Nullstellung zurückgehen.
Rissfreiheit der Spreizerarme und -spitzen bei Bedarf mit Farbeindringverfahren nach DIN EN 571-1:1997-03 feststellen.
Spiel der Arme in Bewegungs- bzw. Kraftrichtung
Spreizerspitzen abnehmen
Spreizer mit Motorpumpe ca. 50 mm öffnen und dann von der Motorpumpe abkuppeln. Spreizerarme per Hand zusammendrücken.
Maß X1 messen, siehe Abbildung 18. Spreizerarme mit beiden Händen auseinanderziehen.
Maß X2 messen, siehe Abbildung 18.
Spiel in Kraftrichtung a1 = X2 - X1 mit zulässigem Wert des Herstellers vergleichen.
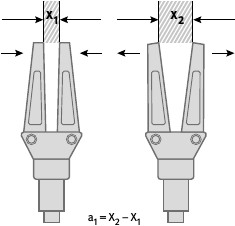
Abb. 18
Spiel der Arme in Bewegungs- bzw. Kraftrichtung (a1 )
Spiel der Arme senkrecht zur Bewegungs- bzw. Kraftrichtung
Spreizerspitzen abnehmen
Spreizer mit Motorpumpe ca. 20 mm öffnen und dann von der Motorpumpe abkuppeln.
Spreizerarme per Hand senkrecht zur Kraft- bzw. Bewegungsrichtung auseinander drücken.
Maß b1 messen, siehe Abbildung 19, und mit zulässigem Wert des Herstellers vergleichen.
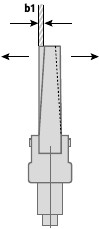
Abb. 19
Spiel der Arme senkrecht zur Bewegungs- bzw. Kraftrichtung
Spiel der Spitzen in Bewegungs- bzw. Kraftrichtung
Flacheisen ca. 20 mm × 5 mm × 100 mm so zwischen die Spreizerarme legen, dass die Spitzen frei bleiben und Spreizer mit Motorpumpe schließen.
Dann Spreizer von der Motorpumpe abkuppeln.
Spiel der Spitzen a2 = X4 - X3 wie Spiel der Arme messen, siehe Abbildung 20, und mit zulässigem Wert des Herstellers vergleichen.
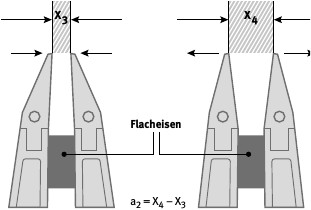
Abb. 20
Spiel der Spitzen in Bewegungs- bzw. Kraftrichtung (a2 )
Spiel der Spitzen senkrecht zur Bewegungs- bzw. Kraftrichtung
Spiel der Spitzen b2 messen, siehe Abbildung 21, und mit zulässigem Wert des Herstellers vergleichen.
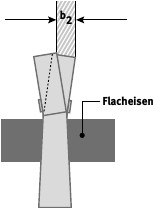
Abb. 21
Spiel der Spitzen senkrecht zur Bewegungs- bzw. Kraftrichtung
13.3.4
Schneidgerät mit angeschlossener Motorpumpe/Handpumpe bzw. angeschlossenem Akku oder Netzteil
Fördermenge
mit Hilfe der Mindestgeschwindigkeit für unbelastetes Ausfahren und Einfahren nach Angaben des Herstellers (abhängig von der verwendeten Pumpe sofern nicht schon mit Spreizer oder Rettungszylinder geprüft) Die maximal zulässigen Pumpenhübe sind den Herstellerhinweisen zu entnehmen.
| Für hydraulische Rettungsgeräte nach DIN EN 13204 sind keine maximalen Öffnungs- bzw. Schließzeiten festgelegt. Die minimale Öffnungs- bzw. Schließzeit darf nicht geringer als 2 s sein! |
|---|
Schneidgerät
innere Dichtheit
Schneidgerät schließen und mit Arbeitsdruck belasten. Dazu Alu-Bolzen zwischen die Messer legen (Herstellerangaben beachten).
Beim Loslassen des Stellteils der Steuereinrichtung muss der Alu-Bolzen innerhalb von 2 min fest eingespannt bleiben.
Schneidkraftprüfung
Schneidgerät wieder mit Arbeitsdruck beaufschlagen (Alu-Bolzen zwischen den Schneiden), Druck in der Druckleitung messen.
Der gemessene Druck muss mindestens 90 % des angegebenen Nenndrucks betragen. Werden 90 % nicht erreicht, ist eine Überprüfung z. B. durch den Hersteller erforderlich.
Beim Prüfen mit einem Messwertaufnehmer muss der vorgesehene Wert erreicht werden. Druckabfall in einer Minute max. 10 % vom angezeigten Wert. Akku- , Kombi- und Schneidgeräte können nur mit einem Messwertaufnehmer geprüft werden. Kraftermittlung = Betriebsdruckprüfung.
Feststellen der inneren Reibung
Bei laufender Pumpe und Stellteil in Nullstellung Druck messen. Dieser Druck wird mit P1 bezeichnet. Schneidgerät schließen. Den bei der Bewegung in Hauptarbeitsrichtung (schließen) auftretenden Druck messen. Der hierbei angezeigte Druck wird mit P2 bezeichnet.
Achtung: Nicht gegen innere Anschläge des Gerätes fahren! (Zerstörungsgefahr der Druckmesseinrichtung) Die Druckdifferenz ΔP = P2 - P1 darf 10 % des angegebenen Nenndrucks PN nicht überschreiten. Ist ΔP größer als 10 % des Nenndrucks, ist eine Überprüfung z. B. durch den Hersteller erforderlich.
Anmerkung: Mögliche Abweichungen von dieser Prüfung werden vom Hersteller in der Bedienungs- bzw. Gebrauchsanleitung angegeben.
Messereinstellung
Einstellung der Messer nach Gebrauchsanleitung des Herstellers
Wirksamkeit der Stellteile der Steuereinrichtung (Totmannschaltung)
Beim Loslassen der Stellteile der Steuereinrichtung müssen die Messer sofort in der bestehenden Lage verbleiben. Dabei muss das Stellteil, das die Bewegungsrichtung vorgibt, selbsttätig in Nullstellung zurückgehen.
Rissfreiheit der Messer bei Bedarf mit Farbeindringverfahren nach DIN EN 571-1:1997-03 feststellen
13.3.5
Rettungszylinder mit angeschlossener Motorpumpe bzw. angeschlossenem Akku oder Netzteil
Fördermenge
mit Hilfe der Mindestgeschwindigkeit für unbelastetes Ausfahren und Einfahren nach Angaben des Herstellers (abhängig von der verwendeten Pumpe sofern nicht schon mit Spreizer oder Schneidgerät geprüft)
Rettungszylinder (RZ)
Zugkraftprüfung (nur wenn RZ zum Ziehen ausgerüstet ist)
Kraftmesseinrichtung mit der Aufnahmevorrichtung an den Zylindern mit der Kolbenstange verbinden und darauf achten, dass die Verbindungsteile gesichert sind. RZ mit Arbeitsdruck beaufschlagen.
Die Zugkraft muss mindestens 90 % der angegebenen Nennzugkraft betragen. Werden 90 % nicht erreicht, ist eine Überprüfung z. B. durch den Hersteller erforderlich. Zulässiger Druck- bzw. Kraftabfall: Nach 2-maliger Belastung mit Arbeitsdruck (Setzvorgang) ist innerhalb von 1 min ein Druck- bzw. Kraftabfall von 10 % des Ausgangswertes zulässig. Ein kontinuierlicher Druckabfall ist nicht zulässig.
Druckkraftprüfung
Je nach Ausführung RZ in Kraftmesseinrichtung einführen. Darauf achten, dass der RZ von den Auflagen nicht abgleitet.
Die Druckkraft muss mindestens 90 % des angegebenen Nennwertes betragen. Werden 90 % nicht erreicht, ist eine Überprüfung z. B. durch den Hersteller erforderlich.
Zulässiger Druck- bzw. Kraftabfall: Nach 2-maliger Belastung mit Arbeitsdruck (Setzvorgang) ist innerhalb von 1 min ein Druck- bzw. Kraftabfall von 10 % des Ausgangswertes zulässig. Ein kontinuierlicher Druckabfall ist nicht zulässig.
Feststellen einer Lageänderung beim Wiederanfahren unter Last
Beim Wiederanfahren unter Last darf weder beim Ausfahren noch beim Einfahren eine gegenläufige Bewegung auftreten. Beim Wiederanfahren in gleicher Belastungsrichtung darf an der Kraftmesseinrichtung kein Kraftabfall feststellbar sein.
Wirksamkeit der Stellteile der Steuereinrichtung (Totmannschaltung)
Beim Loslassen der Stellteile der Steuereinrichtung muss die Kolbenstange sofort in der bestehenden Lage verbleiben. Dabei muss das Stellteil, das die Bewegungsrichtung vorgibt, selbsttätig in Nullstellung zurückgehen.
Feststellen der inneren Reibung
Bei laufender Pumpe und Stellteil in Nullstellung Druck messen. Dieser Druck wird mit P1 bezeichnet. Rettungszylinder ausfahren. Den dabei auftretenden Druck messen. Der hierbei angezeigte Druck wird mit P2 bezeichnet.
Achtung: Nicht gegen innere Anschläge des Gerätes fahren! (Zerstörungsgefahr der Druckmesseinrichtung.) Die Druckdifferenz ΔP = P2 - P1 darf 10 % des angegebenen Nenndrucks PN nicht überschreiten. Ist ΔP größer als 10 % des Nenndrucks, ist eine Überprüfung z. B. durch den Hersteller erforderlich.
Anmerkung: Mögliche Abweichungen von dieser Prüfung werden vom Hersteller in der Bedienungs- bzw. Gebrauchsanleitung angegeben.