
Abschnitt 2.3 - 2.3 Die casting
A die casting machine for magnesium alloys is divided into two subunits. A distinction is made between the melting and holding area, in which the magnesium is melted, and the actual die casting area, in which the liquid material is pressed from a shot sleeve into the closed die halves at very high pressures (DIN EN 869). Furthermore, additional devices, for example removal and spraying devices, are involved in the process.
The two relevant processes for non-ferrous metals are the hot chamber and the cold chamber die casting processes. In the hot chamber die casting process, the actual chamber is continuously and directly connected with the liquid metal in the melting furnace through the casting nozzle.
In contrast, in the cold chamber die casting process, the molten metal is supplied from the melting furnace via a supply pipe or other dosing systems into the actual shot sleeve and pressed into the closed die halves with the plunger under high pressures.
Hazards and protective measures
A particularly critical area in hot chamber die casting is the connection of the heated casting nozzle to the actual die casting part of the system. Deposits in this area may easily lead to leaks.
Protective measures should include guards, such as covers, and regular maintenance/control of critical points.
Even in cold chamber die casting, several accidents due to the ejection of molten metal occured at a comparable position. The heated transfer pipes between melting furnace and filling chamber must be repaired at regular intervals, as they can become clogged over time.
Therefore, when dismantling the transfer pipes, it must be ensured that there is no contact with any liquid magnesium that may still be present. Depending on the feed system, the magnesium can be under slightly increased pressure and spurt out when the pipe is removed.
In both processes, it is possible that material adheres between the die halves in the form of thin "flash" consisting of cold molten magnesium that has been pressed out.
The caking can cause leaks in the die. It is therefore important to ensure that these residues are removed as completely as possible when applying the release agent.
The thin flash produced falls into the lower part of the machine and, due to its large surface area, is highly flammable. In addition, the resulting magnesium flash material is moist due to the contact with aqueous mold release agents and hydrogen formation must be taken into account.
In order to reduce the fire load, the deposits must be regularly removed. This is most easily done by using pull-out collecting plates, which are mounted below the mold area.
Accumulations/residues of flash, lubricants, water or hydraulic fluids below the die must be removed regularly (maintenance cleaning schedule).
When liquid and immediately burning molten magnesium is ejected, secondary fires or injuries to the operating personnel may occur. Therefore, protective devices, for example sheet metal covers, according to DIN EN 869 must be available, especially at the parting line of the die casting die as well as in the area between the shot sleeve and the plunger.
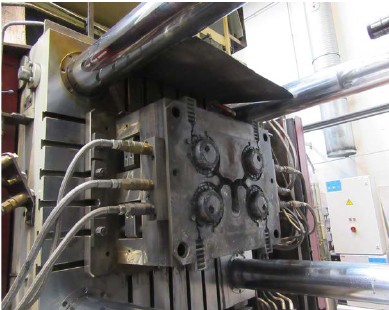
Figure 23
Die halves
If fixed guards are not sufficient, interlocking guards must be provided (see DIN EN 869, e. g. Clauses 5.11 and 5.13).
Cracks in the usually tempered die or in hoses can have dramatic consequences if water enters the die and comes into contact with the molten magnesium. It is therefore advisable to monitor the cooling circuits of the dies for example with flow monitors or pressure controls. If it is technically possible, water should be replaced by oil which is hard to ignite as cooling medium in the die.
Figure 24
Barrels with vents

Figure 25
Barrels with vents
Generally applicable safety regulations for activities with release agents (e. g. suitable release agents must be applied sparingly; after application of the release agent, the water must be completely evaporated, leaking water must not accumulate in the base frame due to a possible fire hazard, ...) must also be taken into account when processing magnesium.
Disposal/storage
The magnesium flash material produced is moist due to contact with the usually aqueous mold release agents and must be treated in a similar way as chips wetted with metalworking fluid emulsion. The material (flash) must be stored separately in closed, labelled barrels with ventilation in protected areas outside the casting hall until it is treated or carried away for recycling.