
Abschnitt 4.5 - 4.5 Mehrstufige Maschinen
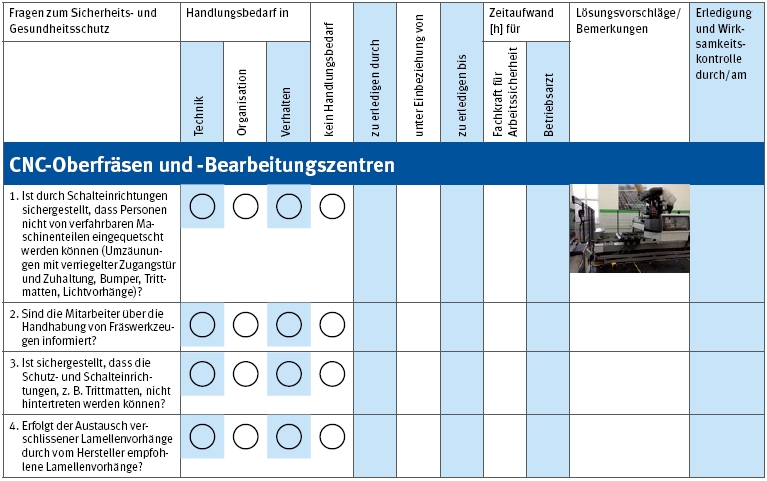
4.5.1 CNC-Oberfräsen und -Bearbeitungszentren
Risiko
Gefährdungsstufe III. Es besteht ein geringes Verletzungsrisiko insbesondere durch Schneiden am Werkzeug und Quetschen an den bewegten Maschinenteilen des Vorschubs. Darüber hinaus kann es zu Gefährdungen durch wegfliegende Werkzeugteile insbesondere bei der Massivholzbearbeitung kommen. In Deutschland hat es deshalb schon einen tödlichen Unfall gegeben.
Stand der Absaugtechnik
Abgesaugte CNC-Oberfräsen und Bearbeitungszentren entsprechen dem Stand der Staubminderungstechnik, sofern Anhang 1 von [23]* eingehalten ist.
Stand der Lärmminderungstechnik
Kapselung, wie sie auch der Absaugung dient, mit schallabsorbierender Auskleidung. Emissionsschalldruckpegel am Arbeitsplatz (Arbeitsgeräusch) nach [49]* :
85 bis 90 dB(A) für teilgekapselte Maschinen, 73 dB(A) für vollgekapselte Maschinen.
Maßnahmen zur Minderung der Auswirkung des Wegschleuderns von Werkzeugen bzw. Werkzeugteilen
- 1.
Umfangskapselung
- 2.
Teilkapselung
- 3.
Ein vollständiger Schutz gegen ganze Werkzeuge, die im Fehlerfall aus einer CNC-Oberfräsmaschine oder einem CNC-Bearbeitungszentrum herausgeschleudert werden können, ist wegen der großen Energie der sich drehenden Werkzeuge durch Schutzeinrichtungen nicht möglich. Deshalb ist die Befestigung des Werkzeugs in der Werkzeugaufnahme nach der Maßgabe des Werkzeugherstellers durchzuführen. Besondere Fachkenntnis ist erforderlich, wenn ein Fräswerkzeug gegen axiales Verschieben auf dem Fräserdorn mit einer Fräseranzugsschraube (siehe Bild) gesichert wird.

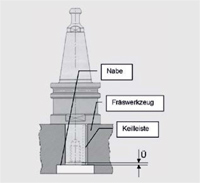
Der Überstand "Ü" der Nabe des Fräswerkzeuges zum Fräserdornende richtet sich nach den Herstellerangaben - muss aber mindestens 1 mm betragen. Bevor der Gewindebolzen in der Gewindebohrung des Fräserdorns bzw. auf dem Fräserdornende festsitzen kann (ca. 2 Umdrehungen vorher), muss der Gewindering bereits fest an der Nabe des Fräswerkzeuges anliegen. Unabhängig davon müssen sowohl am Gewindebolzen als auch am Gewindering mindestens 3 Gewindegänge tragen.
- 4.
Um das Brechen von Hartmetallschneiden während der Bearbeitung zu vermeiden, müssen die Werkzeuge sorgfältig gewartet und gepflegt werden. Hinweise zur Werkzeugwartung und -pflege gibt die Unterweisungshilfe im Anhang 2.
- 5.
Trotz aller Pflege kann insbesondere bei der Massivholzbearbeitung nicht sicher verhindert werden, dass Werkzeugschneiden brechen und wegfliegen. Durch Schutzeinrichtungen wie Teilkapselung mit Lamellenvorhängen oder 4-seitige stabile Lamellenvorhänge müssen diese wegfliegenden Teile aufgefgangen werden. Der Maschinenhersteller kann Auskunft geben, ob der Lamellenvorhang an der jeweiligen Maschine hierfür geeignet ist.
- 6.
Bei Einsatz von Spindeln mit HSK-Spannsystem ist gemäß der Vorgaben aus der Bedienungsanleitung die Einzugskraft durch autorisiertes Personal zu überprüfen.
Beschaffenheit**
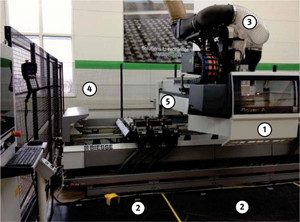
- 1
Teilkapselung
- 2
Trittmatte
- 3
Absauganschluss
- 4
Umzäunung
- 5
Lamellenvorhänge (mit geprüftem Rückhaltevermögen)
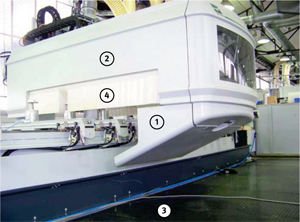
- 1
Nach unten verlängerte Teilkapsel
- 2
Teilkapsel
- 3
Trittkontaktmatten
- 4
Lamellenvorhänge (mit geprüftem Rückhaltevermögen)
Prüfen im Betrieb
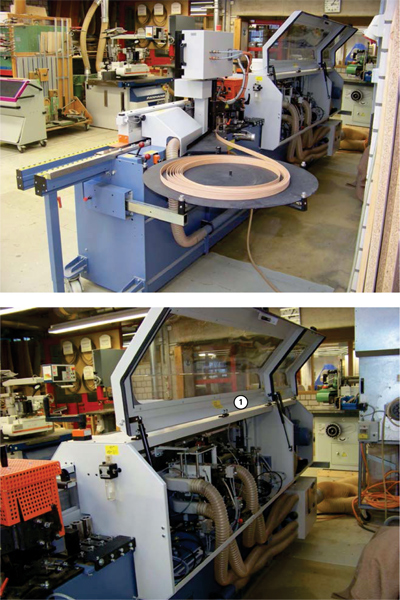
4.5.2 Kantenanleimmaschinen
Risiko
Gefährdungsstufe III. Unabhängig von der Art der Sicherheitseinrichtungen, die je nach Baujahr und Hersteller verschieden sein kann, besteht ein Verletzungsrisiko durch Zugriff in die teilweise laufende Maschine, um Einricht-, Entstör- oder Nachstellarbeiten vorzunehmen. Dies hat oft Verletzungen durch Abrutschen in Gefahrstellen oder durch das ungewollte Auslösen von Schnitthüben zur Folge. Typische Risiken sind:
das Einziehen in die Einzugs(stachel)walze beim Einfädeln von Kantenmaterial
das Schneiden und Quetschen an den Kappsägen durch versehentliches Auslösen des Kappsägenhubs beim Entfernen hängengebliebener Kantenreste
das Schneiden an den Bündigfräsern beim Kontrollieren der Kantenqualität am durchlaufenden Werkstück
Betrieb
Siehe Unterweisungsblatt "Sicheres Arbeiten an Kantenanleimmaschinen" (Anhang 2).
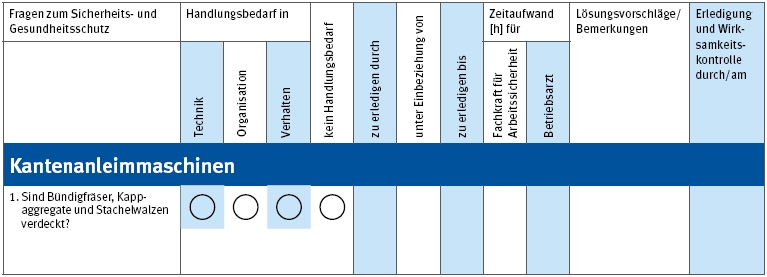
Beschaffenheit**
- 1
Elektrisch verriegelte bewegliche Schutzeinrichtung mit Zuhaltefunktion für Kapp- und Bündigfräsaggregate
Stand der Absaugtechnik
Alle abgesaugten Kantenanleimmaschinen entsprechen dem Stand der Staubminderungstechnik, sofern Anhang 1 von [23]* eingehalten ist (Luftgeschwindigkeiten u. a.).
Stand der Lärmminderungstechnik
Emissionsschalldruckpegel am Arbeitsplatz (Arbeitsgeräusch) nach [BGI 53*]: 78 dB(A) für teilgekapselte Maschinen, wie sie in Schreinereien/Tischlereien zur Anwendung kommen.
Prüfen im Betrieb
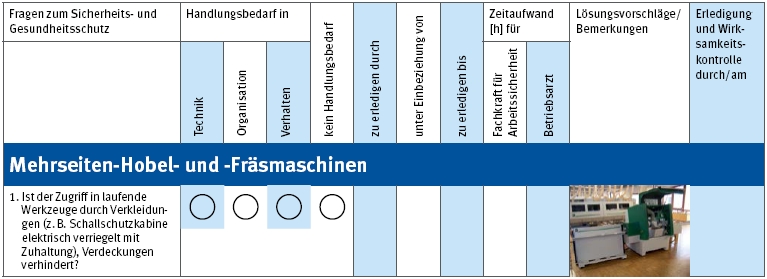
4.5.3 Mehrseiten-Hobel- und -Fräsmaschinen
Risiko
Gefährdungsstufe III. Unabhängig von der Art der Sicherheitseinrichtungen, die je nach Baujahr verschieden sein kann, besteht ein geringes Risiko durch spontanen Zugriff in die teilweise laufende Maschine, um Einricht-, Entstör- oder Nachstellarbeiten vorzunehmen. Dies hat oft ein Abrutschen in den Schneidbereich der Messerwellen zur Folge.
Baujahrabhängige Einzelheiten sind in der Tabelle 10 des Anhangs 3, Seite 177 zusammengestellt.
Betrieb
Der Normalbetrieb darf nicht in der Betriebsart "Einrichten" durchgeführt werden.
Einricht- und Entstörarbeiten dürfen nur von besonders unterwiesenem Personal durchgeführt werden.
Schneidbereich durch Nachstellen der einstellbaren Schutzeinrichtungen soweit wie möglich eingrenzen.
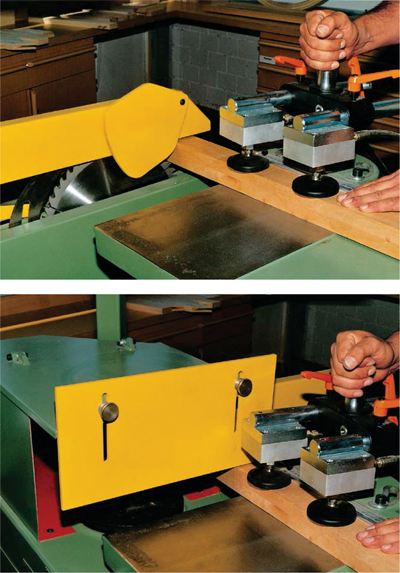
Beschaffenheit**
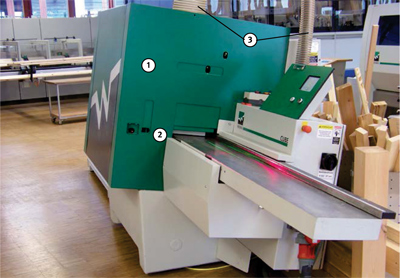
- 1
Elektrisch verriegelte Schutzhaube (Lärmschutzhaube) mit Zuhaltefunktion
- 2
Schaltleiste
- 3
Absauganschluss
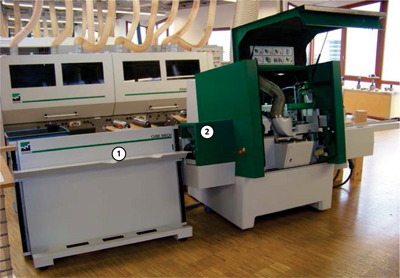
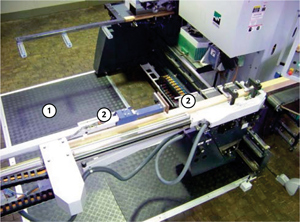
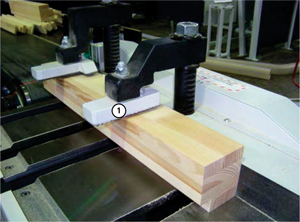
- 1
Ausgekleideter Abnahmetisch
- 2
Schallschutztunnel
Stand der Absaugtechnik
Alle abgesaugten Mehrseiten-Hobel- und -Fräsmaschinen entsprechen dem Stand der Staubminderungstechnik, sofern Anhang 1 von [23]* eingehalten ist (Luftgeschwindigkeiten u. a.).
Stand der Lärmminderungstechnik
Emissionsschalldruckpegel am Arbeitsplatz (Arbeitsgeräusch) nach [62]* : 85-90 dB(A) für teilgekapselte Maschinen, wie sie in Schreinereien/Tischlereien zur Anwendung kommen.
Prüfen im Betrieb
4.5.4 Einseitige Zapfenschneid- und Schlitzmaschinen mit Schiebetisch
Risiko
Gefährdungsstufe III. Es besteht ein geringes Risiko durch Schneiden am Werkzeug, insbesondere an der vorderen Ablängsäge.
Betrieb
Maschinen mit Handvorschub des Werkstücks
bewegliche Schutzhaube für das Ablängsägeblatt bis auf Werkstückhöhe einstellen
aufsteigenden Zahnkranz des Sägeblattes mit Spaltkeil gegen unbeabsichtigtes Berühren sichern
von Hand einstellbare Verdeckung des Fräswerkzeuges bis auf Werkstückoberfläche absenken
nur Fräswerkzeuge für Handvorschub des Werkstücks verwenden
für die Abschnitte der Ablängsäge einen Behälter benutzen
Maschinen mit mechanischem Vorschub des Werkstücks
Maschine mit den vom Hersteller vorgesehen Schutzvorrichtungen in Betrieb nehmen. Beispiele für Schutzvorrichtungen: Trittkontaktmatten oder Sicherheitslichtschranken zur Sicherung des Fahrbereiches des Werkstückschlittens, elektrisch verriegelte Verkleidung für die Werkzeuge der Hubspindeln, Verriegelung des Vorschubes einschließlich Zuhaltefunktion für die Umfälzeinheit mit den Werkzeugantrieben
für den Werkzeugwechsel Handschube benutzen, um ein Schneiden am Werkzeug zu vermeiden
nur die vom Hersteller frei gegebenen Werkzeugsätze verwenden
für die Abschnitte der Ablängsäge einen Behälter benutzen
Beschaffenheit**
Stand der Absaugtechnik
Abgesaugte Zapfenschneid- und Schlitzmaschinen entsprechen dem Stand der Staubminderungstechnik, sofern Anhang 1 von [23]* eingehalten ist.
Stand der Lärmminderungstechnik
Emissionsschalldruckpegel am Arbeitsplatz (Arbeitsgeräusch) nach [52]* : 84 dB(A) für Maschinen, wie sie in Schreinereien/Tischlereien zur Anwendung kommen.
- 1
Trittkontaktmatte
- 2
Schaltleiste

- 1
Verkleidung der Werkzeugaggregate (Abkürzsäge, Hubspindel) in Ausgangsstellung
- 1
Spannzylinder mit begrenztem Hub auf 4 mm.
Prüfen im Betrieb
[23]*, [49]*, [53]*, [62]* siehe Literatur- und Quellenverzeichnis, Seite 114/115
entsprechend staatlichem Recht