Abschnitt 10 - 10 Band- und Drahtschneider
Eine besondere Gefährdung ist mit dem Trennen von Stahlbändern für Verpackungszwecke verbunden. Nach dem Durchtrennen können die unter Spannung stehenden Schnittenden hochschnellen und zu Gesichtsverletzungen führen.
Besondere Bandschneider, die der Handel in verschiedenen Größen anbietet, vermeiden diese Gefährdungen (Bild 10-1 bis 10-3).

Bild 10-1: Dieser Bandschneider schneidet das unter Spannung stehende Band und klemmt es zugleich so, dass es nicht gefährlich aufspringt

Bild 10-2: Die Schneidenausbildung des Bandschneiders unterscheidet sich ganz wesentlich von der einer gewöhnlichen Blechschere

Bild 10-3: Für schwächere Bänder bis 0,6 mm Dicke existieren auch GS-geprüfte und mit nur einer Hand bedienbare Bandschneider mit Hebelübersetzung
Mit dem Schneiden des Bandes werden die beiden Enden zugleich geklemmt und gegen Wegschnellen festgehalten. Sie ziehen sich nach dem Schnitt langsam auseinander und entspannen sich.
Ersichtlich wird das zuvor beschriebene Wirkungsprinzip bei näherer Betrachtung der Schneidenausbildung. Etwa mittig erfolgt der Schnitt, wobei aus Betrachtungsrichtung das rechte Bandende abgeknickt in der Schere hängt und das linke Bandende festgeklemmt wird (Bild 10-2).
Beide Enden können erst aus der Schere heraus, nachdem sie sich je ein Stück zurückgezogen und damit entspannt haben.
Seitenschneider sind zum Durchtrennen von Drähten mit oberen Festigkeitswerten ausgelegt.
Hohe Kräfte hinterlassen bei sehr hartem Schneidgut bleibende Abdrücke; schlimmstenfalls Aus- oder Abbrüche der Schneiden (Bilder 10-4 und 10-5).

Bild 10-4: Zu hoher Härtewert der Schneiden führte zum Abbruch der Spitze

Bild 10-5: Bei qualitativ schlechtem Werkzeug können falsche Werkstoffwahl und falsche Härteverfahren bei größerer Belastung zu Ausbrüchen oder gar Abbruch der kompletten Schneide führen

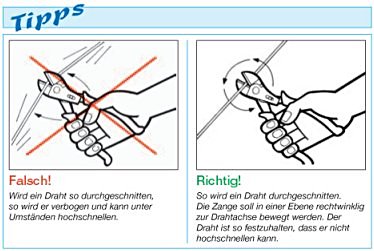
Bild 10-6: Drahtschneider