
Abschnitt 2 - Begriffsbestimmungen
Im Sinne dieser BG-Information werden folgende Begriffe bestimmt:
- 1.
Befähigte Personen/Sachkundige sind Personen, die nach § 2 Abs. 7 der Betriebssicherheitsverordnung für diese Tätigkeit über Fachkenntnisse zur Messung, Berechnung und Beurteilung von magnetischen Feldern verfügen, die sie durch
Berufsausbildung,
Berufserfahrung
und
zeitnahe berufliche Tätigkeit
erworben haben.
Sie müssen für diese Tätigkeiten weisungsfrei gestellt sein.
Siehe Technische Regeln für Betriebssicherheit TRBS 1203 "Befähigte Personen, allgemeine Anforderungen".
- 2.
Gepulste Felder sind Felder, die keinen kontinuierlichen, gleichförmigen Verlauf besitzen, d.h. Pausenzeiten ohne Feld beinhalten, zeitliche Variationen ihrer Stärke besitzen oder aus mehreren Frequenzen bestehen. Sie können sich aus einer zeitlichen Abfolge von z.B. sinus-, trapez-, dreieckförmigen oder exponentiellen Einzel- oder Mehrfachpulsen und Pausen oder Gleichfeldanteilen zusammensetzen.
- 3.
Exposition ist das Ausgesetzt sein einer Person gegenüber einem auf sie einwirkenden magnetischen Feld.
- 4.
Grenzfrequenzen geben bei Messgeräten den Frequenzbereich an, innerhalb dessen die Messgeräte bei Berücksichtigung der systematischen (geräteeigenen) Fehler angewendet werden können.
- 5.
Schweißvorgang ist ein Impulszug aus einer oder mehreren Stromzeiten zum Vorwärmen, Schweißen und Nachwärmen der Schweißstelle.
Ein prinzipieller Ablauf des Schweißvorganges ist in Bild 1 wiedergegeben. Von den dargestellten Impulsen ist mindestens ein Schweißimpuls vorhanden, Vorwärm- und Nachwärmimpulse können vorhanden sein. Stromanstiegs- und Stromabfallzeit (mit einer vorgegebenen Geschwindigkeit der Stromänderung) sind in der Regel ohne Pausen mit dem Schweißimpuls verbunden.
Vor- und Nachwärmzeit sind wenn, dann aus metallurgischen Gründen, z.B. Gefügebildung der Werkstoffe, vorhanden und weisen eine niedrigere Stromstärke als der Schweißstrom auf.
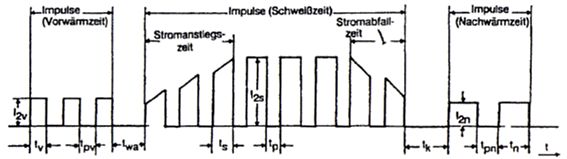
Bild 1: Prinzipieller Ablauf des Schweißvorganges
Siehe DVS-Merkblatt 2904 "Steuerung für Punkt-, Buckel- und Rollennahtschweißeinrichtungen".
Die Zeiten in Bild 1 bedeuten:
tv Stromzeit beim Vorwärmen tpv Pausenzeit beim Vorwärmen twa Wärmeausgleichszeit nach dem Vorwärmen ts Stromzeit beim Schweißen tP Pausenzeit beim Schweißen tk Kühlzeit nach dem Schweißen tn Stromzeit beim Nachwärmen tpn Pausenzeit beim Nachwärmen I2v Vorwärmstrom I2s Schweißstrom I2n Nachwärmstrom Während der einzelnen, als Impulse bezeichneten Zeiten liefert die Schweißstromquelle Strom und es ist ein Magnetfeld vorhanden.
Der Strom der einzelnen Impulse hat dabei je nach Art der Schweißstromquelle einen Zeitverlauf wie in Bild 2 dargestellt.
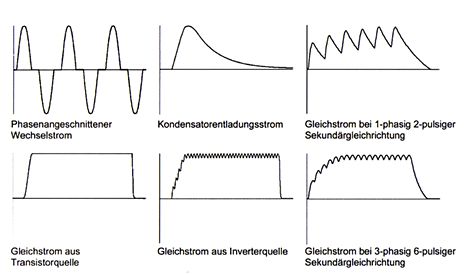
Bild 2: Prinzipielle Form des Zeitverlaufs des Schweißstromes, geordnet nach Typ der Schweißstromquelle
Siehe DVS-Merkblatt 2908 "Messen beim Punkt-, Buckel- und Nahtschweißen".
- 6.
Schweißstrom
Siehe Nummer 5.
- 7.
Schweißzeit ist die Summe aller Strom- und Pausenzeiten, jedoch ohne Vor- und Nachwärmzeiten (siehe auch Nummer 5).
- 8.
Stromzeit ist die Zeitdauer eines Impulses. Die Zeitdauer des Schweißstromes wird üblicherweise in Millisekunden (bei Invertern) bzw. in Perioden der Netzfrequenz (bei Wechselstrommaschinen bzw. konventionellen Gleichstrommaschinen) eingestellt (siehe auch Nummer 5).
- 9.
Stromflusszeit ist die Zeit, in der der Thyristor einer Wechselstrommaschine leitend ist.
Wechselstrommaschinen (50 Hz) werden zumeist mit phasenangeschnittenem Strom betrieben, siehe Bild 2 (Teilbild "Phasenangeschnittener Wechselstrom"), d.h. jeweils während eines eingestellten Zeitpunktes innerhalb einer halben Netzperiode (Zündwinkel) wird der Thyristor gezündet, wodurch nicht über die gesamte Periodendauer Strom fließt. Nicht zu verwechseln ist die Stromflusszeit mit der Stromzeit (siehe Nummer 8), die immer in ganzen Perioden bzw. Halbperioden angegeben wird.
- 10.
Ein Impulszug liegt dann vor, wenn der Schweißvorgang aus mehreren Stromzeiten besteht, die durch Pausen getrennt sind und die hinsichtlich Stromstärke und Signalform vergleichbar sind.
Bei stark unterschiedlichen Signalformen innerhalb eines Schweißvorganges müssen die einzelnen Impulse getrennt bewertet werden.
- 11.
Integrationszeit TI ist die Zeit, in der diese bei Schweißvorgängen mit einer Dauer < 1 s mit dem Schweißvorgang (Anwärmen, Schweißen, Nachwärmen) beginnt und mit dem nächsten Schweißvorgang, spätestens jedoch nach 1 s endet.
Bei Schweißvorgängen > 1 s ist die Integrationszeit das 1 s-Intervall im Schweißvorgang mit den geringsten Pausenzeiten (zwischen den Impulszügen) oder höchsten Signalamplituden.
- 12.
Umrichter/MF-Inverter werden in der Widerstandsschweißtechnik Gleichstromschweißgeräte mit interner Mittelfrequenzspeisung (meist 1 bis 10 kHz) synonym als Umrichter bzw. Mittelfrequenz(MF)-Inverter-Stromquelle bezeichnet.