
Abschnitt 5.2 - Technische Maßnahmen
5.2.1
Handgeführte Schweißzangen
An handgeführten Schweißzangen bestehen zwei dominierende Feldquellen, die zuführenden Kabel und die Schweißzange selbst. Die folgenden Maßnahmen zielen auf die Reduzierung der Feldemission dieser Quellen.
Feldreduzierte Kabel
Bei den Kabeln führt die Benutzung von Koaxialkabeln oder sogenannten polgleichgerichteten Kabeln zu einer deutlichen Reduzierung der magnetischen Felder gegenüber dem Einsatz von zwei parallel verlaufenden Einzelkabeln. Die zulässigen Werte werden häufig bereits an der Oberfläche des Kabels eingehalten.
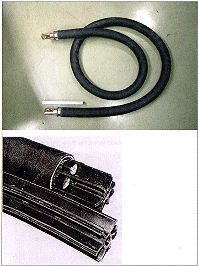
Bild 19: Polgleichgerichtetes Kabel
Allen feldreduzierten Kabeln ist gemeinsam, dass sie durch symmetrische Anordnung der Hin- und Rückleiter eine weitgehende Kompensation der auftretenden Magnetfelder erreichen. Da sich damit auch die resultierenden Kräfte aufheben, bewegt sich das Kabel bei Stromdurchfluss nicht. Aus diesem Grund wird es häufig schon aus Gründen der Haltbarkeit eingesetzt. Wie Bild 19 zeigt, ist der Knickradius trotz des mehradrigeren Aufbaus vergleichbar mit herkömmlichen Kabeln. Allerdings ist die Torsionssteifigkeit deutlich größer als bei zwei getrennten Kabeln, was sich negativ auf die Handhabbarkeit der Zange auswirkt.
Bei der Umstellung konventioneller Zangen auf koaxiale oder polgleichgerichtete Kabel müssen in der Regel die Anschlussterminals an der Zange angepasst werden.
Ersatz von Kabelzangen durch Trafozangen
Bei Trafozangen wird der hohe Sekundärstrom in der Zange erzeugt; die Anschlusskabel sind deutlich dünner als bei der Kabelzange. Je nach Bauart der Zange können die zulässigen Werte bereits an der Oberfläche der Elektrodenarme eingehalten werden. Trotz des höheren Gewichts einer Trafozange gegenüber einer Kabelzange lässt sich die Trafozange häufig leichter handhaben, weil die schweren Kabel nicht mit bewegt werden müssen und die Gewichtsausgleichshilfen ("Balancer") bezüglich des Schwerpunktes optimal platziert werden können.
Durch Griffe muss sichergestellt werden, dass der Schweißer während der Schweißung nicht mit dem Körper in den Bereich des Zangenfensters gelangen kann. Dort treten weiterhin hohe magnetische Flussdichten auf.
Handgriffe und Handhabung
"Abstand halten" ist die einfachste und wirkungsvollste Maßnahme gegenüber hohen magnetischen Flussdichten. Bei einigen Zangen kann durch ergonomisch günstige Installation von Handgriffen sowohl die Handhabung der Zange vereinfacht, als auch die Exposition deutlich gesenkt werden. Insbesondere bei Zangen, die nur für eine geringe Anzahl von Schweißsituationen eingesetzt werden, können häufig geeignete Griffpositionen gefunden werden.

Bild 20: Trafozange mit Griffen
Änderung der Zangengeometrie
Bei kleinerem Zangenfenster ist bei gleicher Stromstärke die Feldemission in der Umgebung der Zange geringer. Daher ist eine Zange, deren Leiter möglichst lange eng beieinander sind und sich erst in der Nähe des Schweißpunktes aufspreizen, bezüglich der Feldemission günstiger einzustufen als eine rechteckige Zange (siehe auch Bild 20).
In der Regel ist die Zangengeometrie bereits auf die Schweißaufgabe optimiert, so dass nachträgliche Änderungen an bestehenden Zangen nur selten möglich sind.
Aktive Feldkompensation
Durch geeignete Maßnahmen können Felder erzeugt werden, die dem von der Schweißzange erzeugten Feld gegengerichtet sind. Das resultierende Gesamt-Magnetfeld ergibt sich durch Überlagerung beider Felder, wodurch eine Reduzierung der Exposition möglich wird.
Derartige Verfahren befinden sich noch in der Entwicklung, daher können hier keine näheren Anwendungshinweise gegeben werden.
 Reduktion der Felder am Schweißfenster durch "Gegenfeld"
Reduktion der Felder am Schweißfenster durch "Gegenfeld"
 Erhöhung der Zangenmasse
Erhöhung der Zangenmasse
Noch in der Entwicklungsphase
5.2.2
Stationäre Schweißeinrichtungen
Bei stationären Schweißeinrichtungen ist die Schweißstromquelle in der Regel im Maschinengehäuse integriert. Aus diesem Grund wird die Feldverteilung im Wesentlichen durch die Geometrie des Schweißfensters bestimmt. Die folgenden Maßnahmen zielen daher auf die Reduzierung der Feldemission am Schweißfenster (siehe Bilder 21a und 21b).
Abschirmung
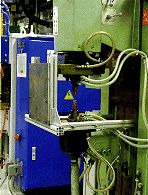
Bild 21a: Versuchsanordnung; vor dem Schweißfenster angebrachtes Schirmblech
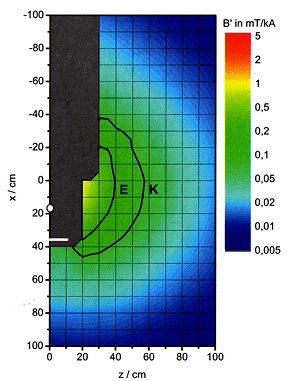
Bild 21b: Verteilung der Magnetflussdichte, Draufsicht auf horizontale Ebene durch die Mitte des Schweißfensters, eingetragene Abstandslinien für tS= 200 ms, I = 60 kAeff(für Bereich erhöhter Exposition): K - für Körper, E - für Extremitäten
Ausnutzung des Prinzips der Feldbeeinflussung durch Flussführung oder Wirbelstromdämpfung, meist unter Verwendung kornorientiert gewalzter Metalle.
Abschirmung in Teilbereichen möglich
Materialintensiv
Erfordert Fachwissen bei der Konstruktion und Verarbeitung
Änderung der Schweißfenstergeometrie
Generell gilt: Je kleiner das Zangenfenster, desto weniger Feldemission. (siehe auch Abschnitt 5.2).
Aktive Feldkompensation
Siehe Abschnitt 5.2.